SCADA Systems
SCADA systems are crucial for industries since they help maintain efficiency, process data for smarter decisions, and communicate system issues to help mitigate downtime.
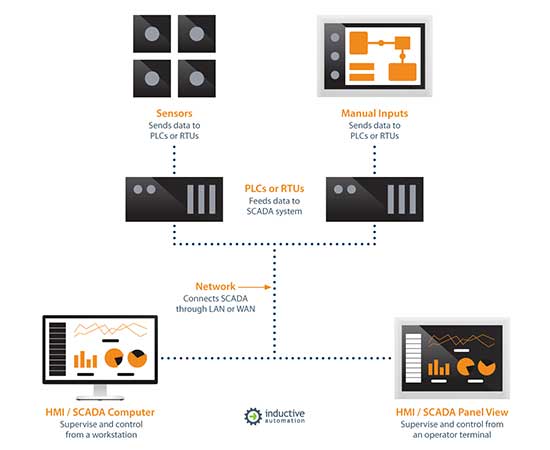
The basic SCADA architecture begins with programmable logic controllers (PLCs) or remote terminal units (RTUs). PLCs and RTUs are microcomputers that communicate with an array of objects such as factory machines, HMIs, sensors, and end devices, and then route the information from those objects to computers with SCADA software. The SCADA software processes, distributes, and displays the data, helping operators analyze the data and make important decisions.
For example, the SCADA system quickly notifies an operator that a batch of product is showing a high incidence of errors. The operator pauses the operation and views the SCADA system data via an HMI to determine the cause of the issue. The operator reviews the data and discovers that Machine 4 was malfunctioning. The SCADA system’s ability to notify the operator of an issue helps resolve it and prevent further loss of product.
HMI
Facilitating transparency of information between humans and machines.
Human machine interface (HMI) products feature the necessary electronics to control and signal various types of automation equipment in an industrial setting. HMI products range from simplistic designs with basic LED indicator screens to more complex HMI systems with a touch screen and other features. HMI systems must be robust and able to withstand harsh environments. They should be resistant to dust, water, moisture, extreme temperatures (hot or cold), and in some cases, even exposure to harsh chemicals.
There are numerous benefits to installing an HMI system in a plant or facility. Below are just a few…





As you can see, adding a human machine interface can benefit a facility in operation, safety and productivity.

